Coupleurs BARTEC
De la barre au chantier
UN PROCÉDÉ – UN MODE DE PRODUCTION – UNE MISE EN ŒUVRE

UNE LIAISON PLUS RÉSISTANTE QUE LA BARRE
Rupture en partie courante d’armature avec striction visible lors de tests destructifs.
La résistance : point clé du produit
UNE LIAISON TOLÉRANTE AUX DEFAUTS
La transmission totale des efforts est assurée
même en cas de défaut de géométrie de l’armature et/ou de la mise en oeuvre du produit
UNE LIAISON FINANCIÈREMENT PERFORMANTE
grâce à un process industriel, une fabrication en grande série, une proximité des chantiers, une simplicité de résolution des cas de montages complexes.

Gain de temps de production
Rendement de production
Standardisation
Prix compétitif des liaisons complexes
Fabrication industrielle des Coupleurs

Gain de temps de mise en place
Facilité de mise en place sur chantier
Conception |
Avantages & Defauts tolérés |
| Section résistante > section de la barre,Longueur de filetage > norme vis écrou, | Transmission totale de l’effort même en cas de liaison desserrée de 2×1 pas |
| Refoulement et filetage ISO à pas gros | Différence de profil, de hauteur de nervure et verrous suivant les marques commerciales d’acier, sans influence sur le résultat. Manques de matières éventuels sur le haut des filets, sans influence sur la résistance. Vissage aisé pas de risque d’encrassement des filets |
| Le contrôle dimensionnel final,indépendant du machinisme garant de la conformité | Outils de contrôle mécanique normalisés et étalonnés ne peuvent générer aucune erreur de mesure |
| Coupleur de dimension externe optimisée | Utilisation possible de liaison dans des parties d’ouvrage à forte densité de ferraillage |
| Impossibilité de visser une barre 2° phase d’un Ø inf. à celui de la 1° phase. Impossibilité de visser une barre en travers. Auto centrage de la barre dans le coupleur |
Sécurité de mise en œuvre,Mise en place en aveugle de barres de 2° phase dans des environnements de ferraillage à forte densité Manques de matières éventuels sur le haut des filets, sans influence sur la résistance Vissage aisé pas de risque d’encrassement des filets |
| Contrôle visuel de la mise en œuvre sur chantier | Tout intervenant chantier peut opérer à tout moment la vérification d’un simple coup d’oeil et sans outillage |
| Pas de serrage à couple contrôlé | Pas d’outillage spécifique et nécessitant un étalonnage n’est nécessairePas de risque de détériorer la liaison par l’application d’un couple trop importantPas de risque que le couple soit bien appliqué mais non transmis au niveau de la liaison barre coupleur |
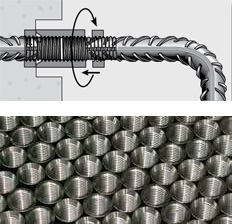
Procédé
Par un refoulement à températures ambiant
suivi d’un filetage de dimension ISO.

Nous assurons

GAMME STATIQUE
Une résistance de la partie liaisonnée systématiquement supérieure de plus de 10% à celle de la barre.


La conformité aux normes et préconisations en vigueur pour les applications suivantes

Production
Coupe :
L’extrémité de la barre est coupée sur scie à ruban automatique
Filetage :
La partie refoulée est ensuite filetée, au profil normalisé ISO, par taillage pour la gamme C.
Cette opération est réalisée sur des machines de conception BARTEC qui permettent d’adapter au rond à béton des modes d’usinage utilisés dans l’industrie mécanique.
Refoulement à froid :
Pour chaque diamètre un machinisme, des matrices spécifiques, permettent la définition et le contrôle du volume de matière à déplacer et garantissent le résultat.
Contrôle :
Un contrôle final, à fréquence définie, est réalisé sur le filetage :
Par bague de contrôle calibrée pour le profil et le diamètre, par jauge de profondeur pour la longueur.

A ce stade le produit fabriqué dans des ateliers certifiés bartec est en mesure d’assurer la transmission totale des efforts.
Aucun test ou contrôle complémentaire n’est nécessaire.
Coupleurs
La matière première a des caractéristiques mécaniques qui ont été définies et qui sont en permanence contrôlées de façon à garantir la conformité de la liaison aux applications les plus sévères (séisme, chocs ….), la traçabilité de la matière et de la fabrication est assurée par un marquage opéré sur chaque coupleur.

Outils de filetage




Mise en oeuvre

Auto centrage de la barre par chanfrein d’entrée sur le coupleur.

Vissage involontaire impossible d’une barre de deuxième phase d’un Ø différent de celui de la barre de première phase.

Blocage à la clef sans nécessité de contrôle du couple de serrage.

La bonne mise en oeuvre est vérifiée par un simple contrôle visuel.
Quatre types de liaisons pour un même coupleur

LS

LSR

LCE

LRD
Une large gamme d’accessoires


Reprises standard « RSB »






Dimension Gamme C

Les cotes sont en mm – Les sections en mm2
Le dimensionnement des filetages supprime tout risque de montage d’éléments d’une gamme sur l’autre.